

-
 kirich,
kirich,
- 1697
Набор твердосплавных свёрл 0.5-0.9мм, маленький обзор на 'острую' тему


|
|
Но все равно я как водится осмотрю их и попробую хоть как-то испытать :)
В качестве лирического отступления скажу, что по большому счету сверлить печатные платы можно даже заточенным гвоздем или иглой, мало того, мне даже приходилось такое делать. Конечно не очень удобно, но вполне реально. После этого я быстро перешел на обычные тонкие сверла, хотя и делал попытки начать пользоваться твердосплавными, но об этом чуть позже, а пока перейдем к обзору.
Сверла в магазине предлагаются в виде наборов.
1. 0.5+0.6+0.7+0.8+0.9mm — ссылка
2. 0.25+0.3+0.35+0.4+0.45mm — ссылка
Я выбрал первый вариант, как наиболее часто используемый.
Продаются сверла в довольно удобной коробочке.
Крышка крепится чем-то похожим на петли, ходит довольно туго, по крайней мере пока новая.
Вообще я привык хранить сверла в менее удобных, но более компактных условиях, потому для меня такой вариант был немного непривычен, но понравился :)
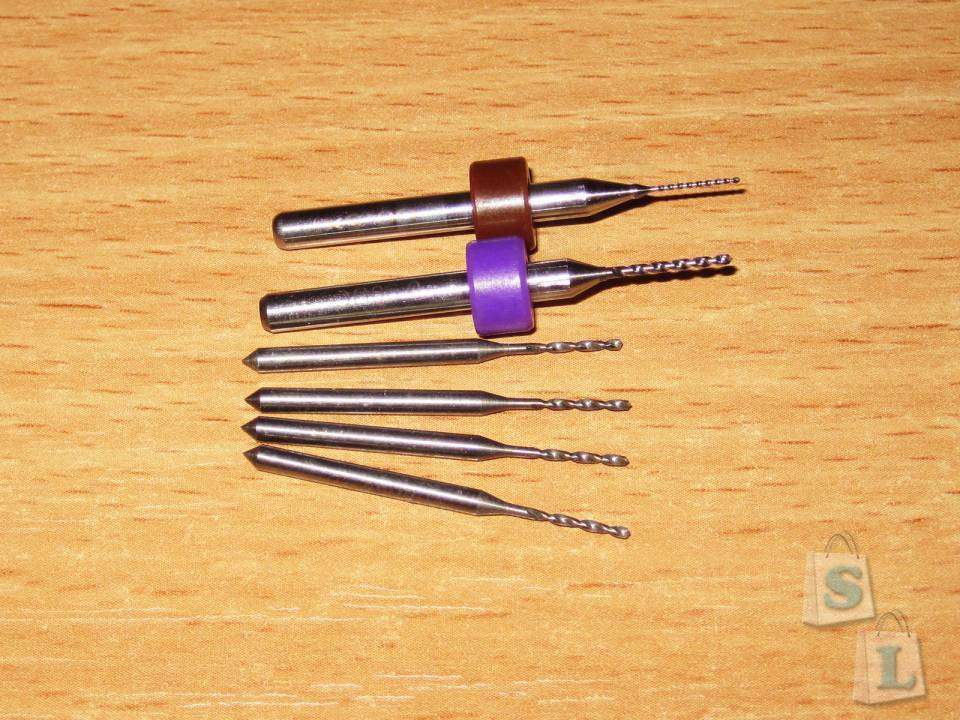
Всего в набор входит 50 свёрл, по 10 каждого диаметра.


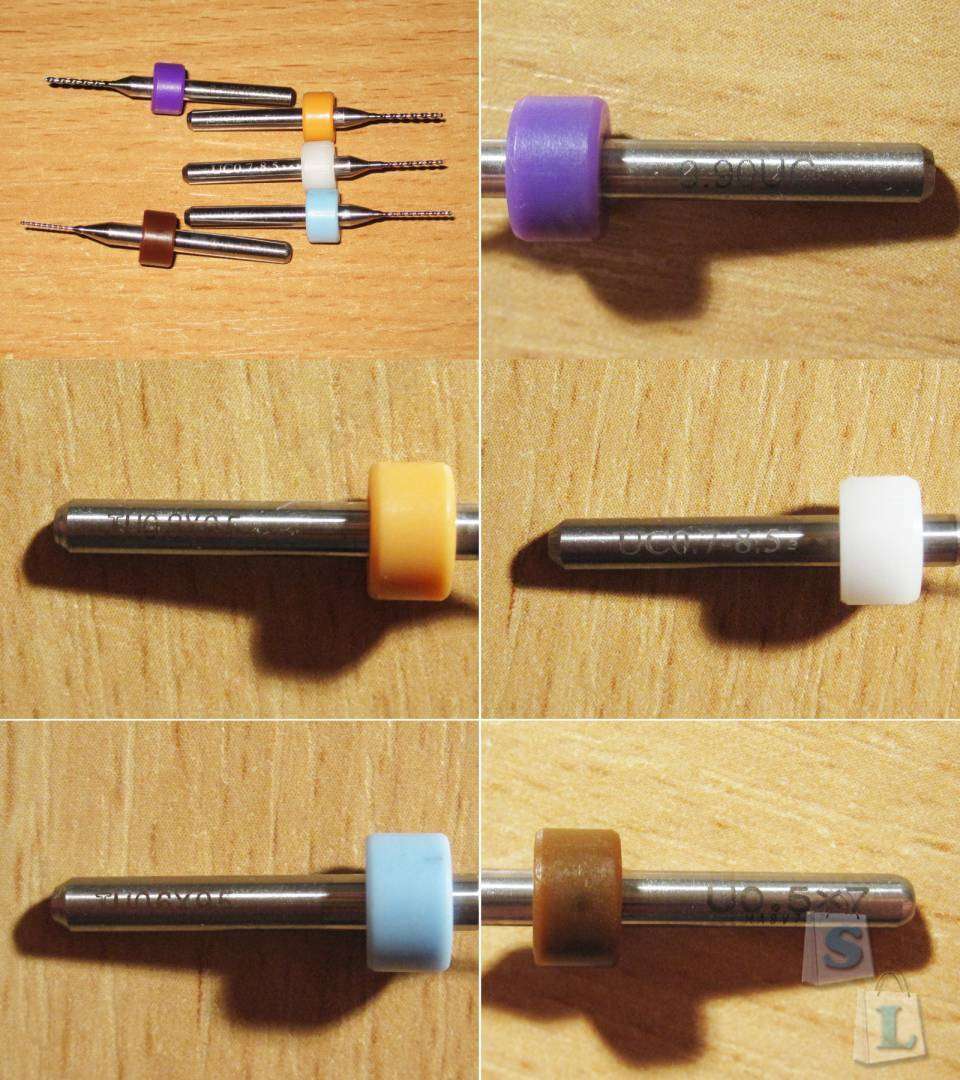
Каждое сверло имеет соответствующую маркировку в виде пластикового кольца-упора.
Фиолетовый — 0.9мм
Оранжевый — 0.8мм
Белый — 0.7мм
Голубой — 0.6мм
Коричневый — 0.5мм

Как я написал выше, свёрла имеют цветовую
Одно из преимуществ подобных свёрл, впрочем как и фрез, хвостовик стандартного диаметра, что позволяет использовать либо цангу, либо патрон одного диаметра.
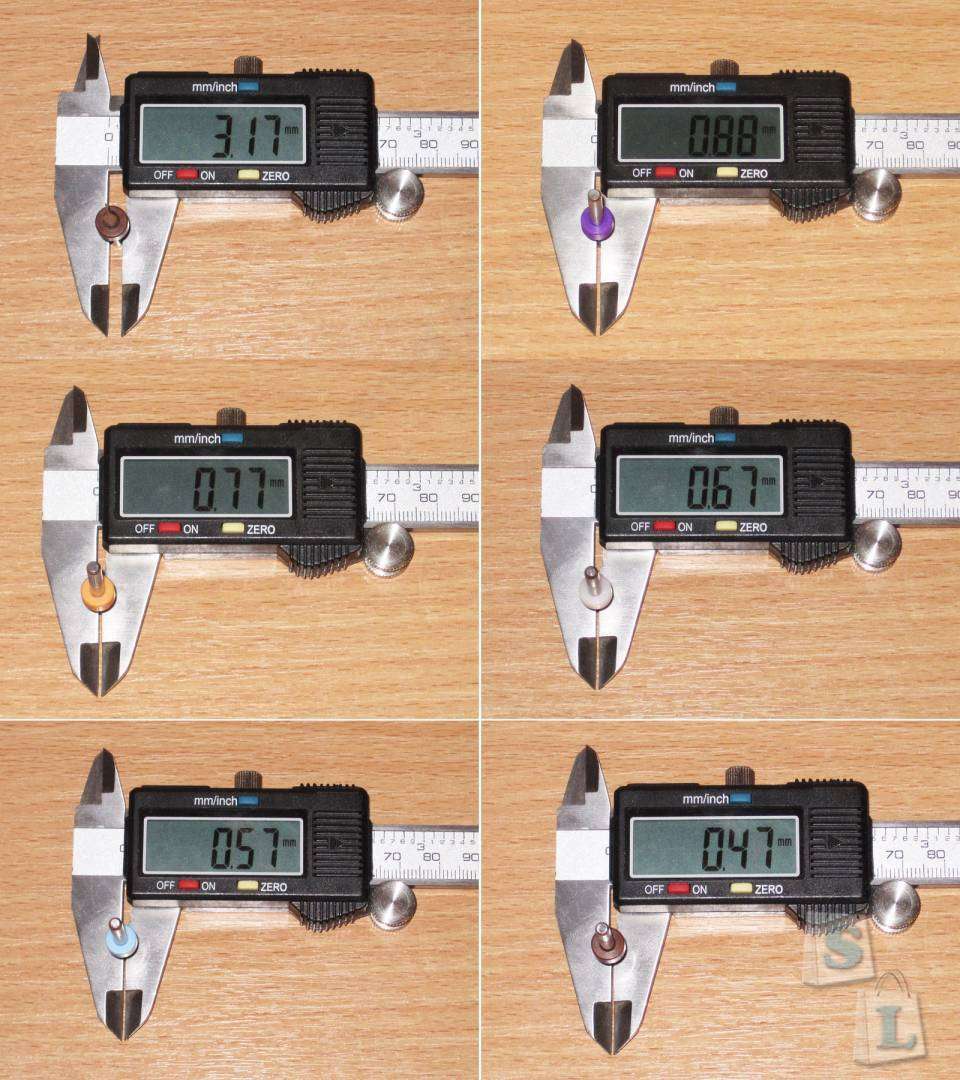
В данном случае диаметр хвостовика заявлен как 3.175мм и является наверное одним из самых популярных в среде небольших CNC станочков.
У меня при измерении показало диаметр 3.17, но измерял я штангенциркулем и просто не хватает его разрешающей способности (и точности) чтобы проводить такие измерения.
А вот диаметры режущей части немного занижены, буквально на 3 сотых, причем у всех одинаково и в одну сторону, потому я не могу сказать, это ошибка измерения или так задумано, склонен считать что второе.
На самом деле это абсолютно не критично, так как эти 2-3 сотые все равно получатся при сверлении из-за биений.
А вот длина имеет заметные отличия. Здесь я показал два самых крайних варианта, остальные сверла «плавают» где-то между ними.
Я раньше не использовал сверла с пластмассовыми маркерами, но почему-то считал, что они необходимы и как упор чтобы сверло всегда выставлялось на фиксированную глубину сверления.

Несколько более детальных фото свёрл и их режущих частей.
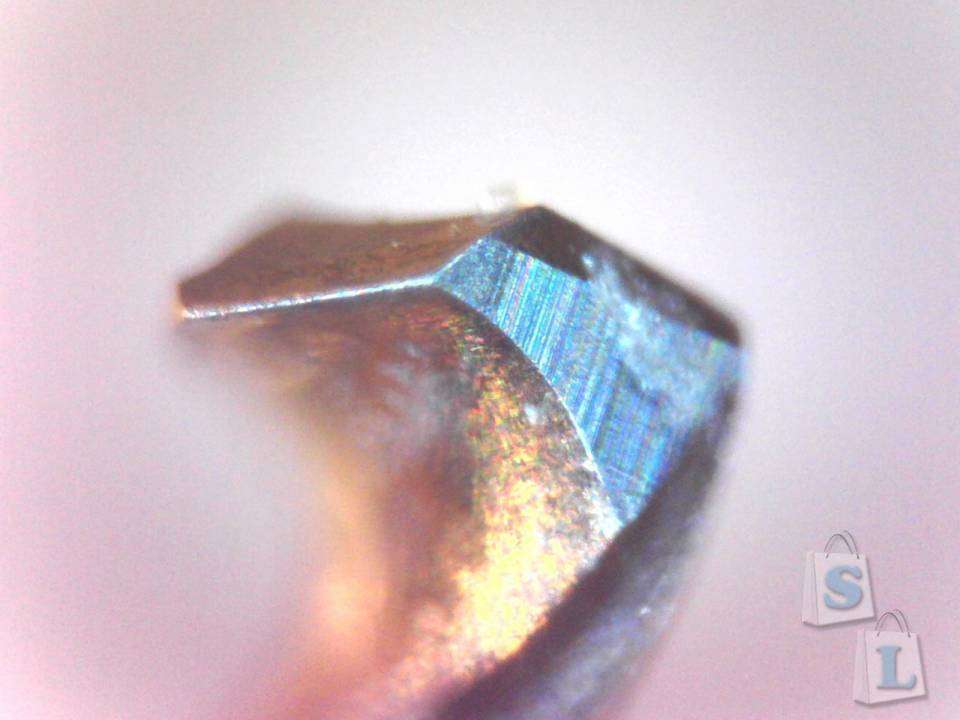
Сначала сверло самого большого диаметра, 0.9мм

Заточка довольно хорошая, хотя и немного отличается от привычной мне.

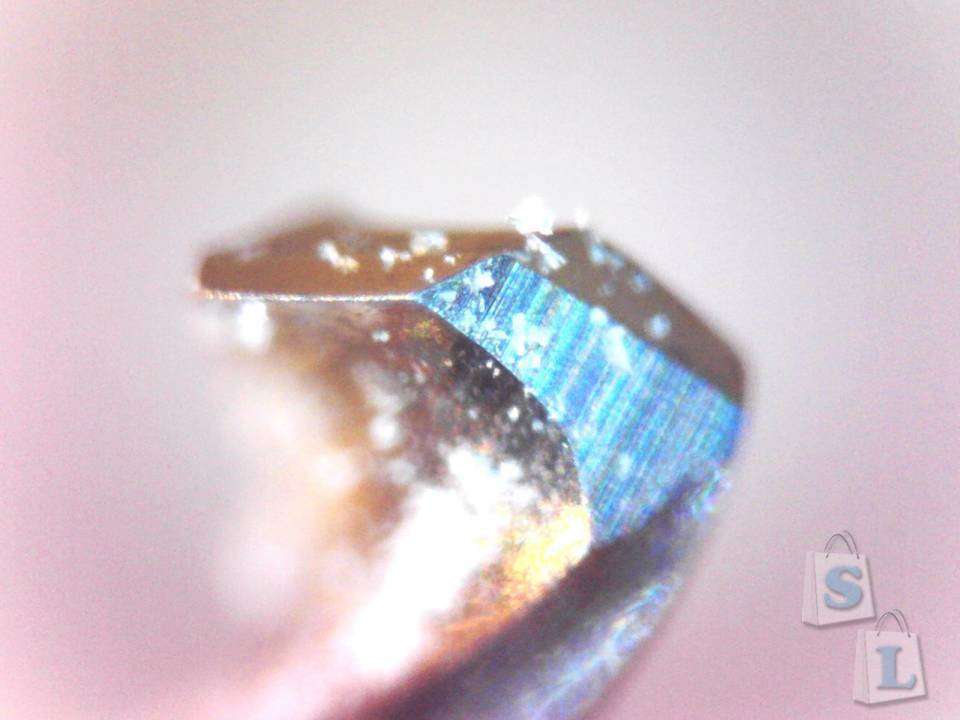
Теперь самое тонкое, 0.5мм

Есть небольшая выщербинка на одной из режущих кромок, но в данном случае это особо не страшно. Я не стал выбирать отдельные сверла для фото, просто взял наугад первые попавшиеся с крайними диаметрами.

Заточка ровная, а если сказать корректнее, симметричная, что весьма важно, так как при неправильной заточке мало того что больше шанс поломать сверло (в данном случае), так если не поломается, то может получиться отверстие большего диаметра.
Я просмотрел все свёрла, у всех заточка симметрична и одинакова.
На фото сверло диаметра 0.5мм.

Я пользуюсь обычными сверлами, но еще очень давно купил для пробы десяток твердосплавных отечественного производства. Первое отличие это диаметр хвостовика, он меньше чем у обозреваемых.
Но все мои попытки пользоваться такими свёрлами привели к тому, что буквально после десятка отверстий они просто ломались. Если обычное сверло ломается только при больших нагрузках, то твердосплавное гораздо более хрупкое, это плата за повышенную твердость и больший ресурс работы.
Собственно потому такие сверла с ручными сверлилками противопоказаны, результат можно увидеть на этом фото :(
Как бы вы крепко не держали микродрель, биения и наклоны все равно неизбежны, потому в таком применении использовать надо простые свёрла.
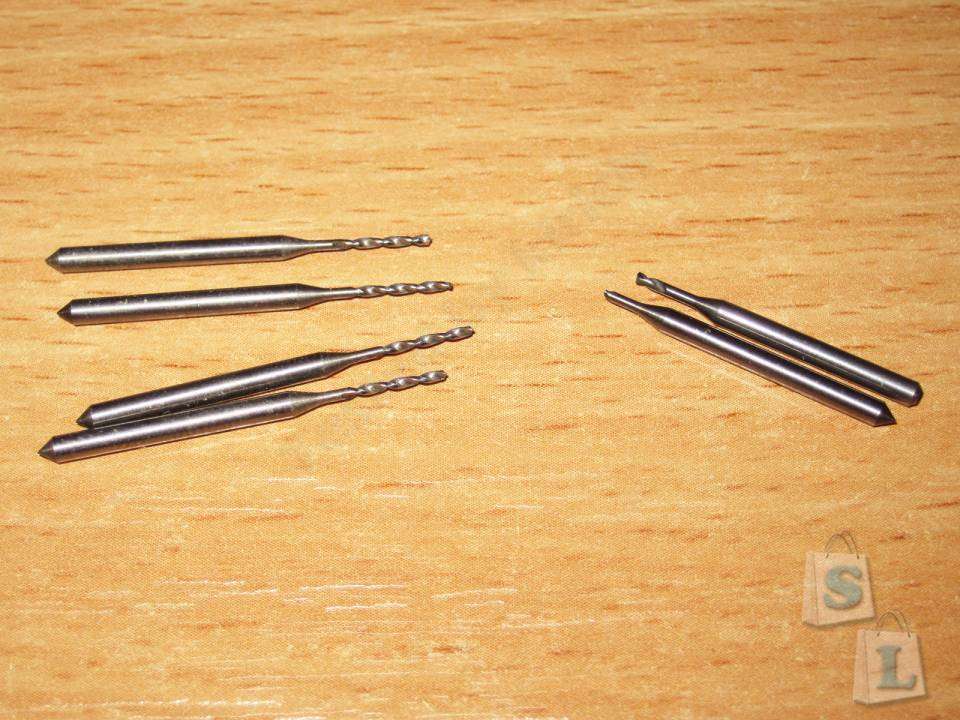
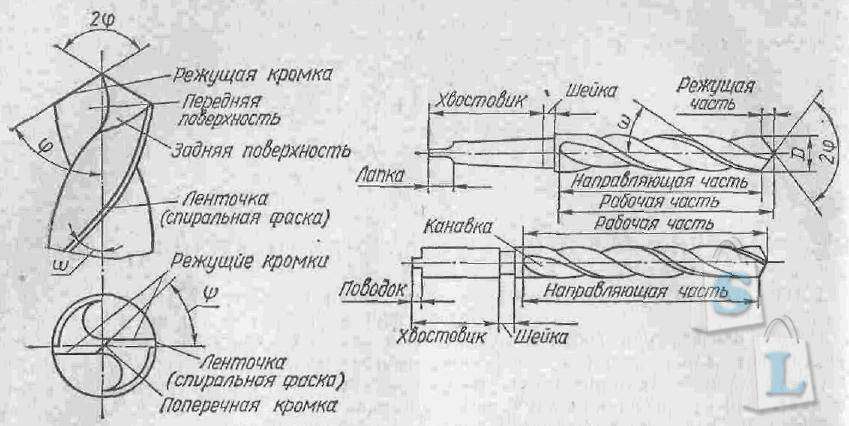
А вот при более детальном рассмотрении обнаружилось еще одно довольно важное отличие. У отечественных свёрл есть такое понятие как «ленточка».

Увидеть ее можно на этом чертеже. Ленточка облегчает процесс резания и уменьшает нагрузку на сверло так как при этом сверло не трется всей плоскостью об обрабатываемый материал.
Эта же ленточка присутствует и на больших сверлах, потому обозреваемые сверла являются немного «упрощенными», отечественные же по сути уменьшенной копией большого сверла.

А вот заточка у отечественных проще чем у обозреваемых. Поперечная кромка (место схода режущих частей) шире чем у китайских, потому врезаться и центроваться такое сверло будет хуже чем китайское.

Фото поломанного отечественного сверла, добавил просто для «компании», раз уж смотрел в микроскоп :)

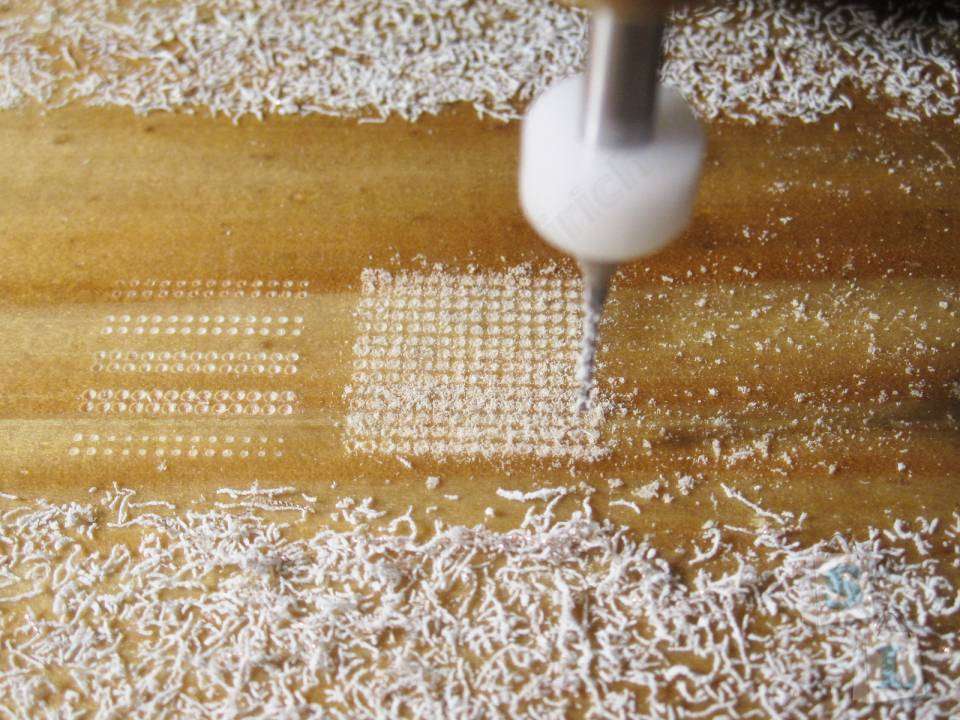
Так как ручной микродрелью пользоваться не получится, то все тесты проходили с небольшим CNC станочком.
Для подготовки программы сверления я использовал StepCam_v1.78. Сначала в Sprint layout сделал простенький пример, потом сделал экспорт в формат Exellon, затем открыл файл в StepCam, а после отправил уже в ПО управления гравером.
Изначально не стал рисковать и задал скорость подачи 50мм/мин, но когда проводил вторую часть теста, то там было уже 100мм/мин, хотя думаю что реально скорость можно поднимать еще больше.

Когда только готовился сверлить, то боялся что будут проблемы с центровкой сверла в патроне, а кроме того биения самого патрона или станка будут ломать свёрла.
Но был реально удивлен что ни одно из пяти свёрл не пришлось центровать, вообще. Т.е. вставил, затянул винты, проверил что центровка в порядке, включил программу. Так что могу сказать что в этом плане сверла отличные.
Но наткнулся на одну из проблем, которая никак не связана со свёрлами, но сильно связана с самим процессом.
Я создал один файл где были все необходимые диаметры, сформировал программу для ПО гравера. Но на моменте где должна происходить смена диаметра станок просто останавливается и ничего больше нельзя сделать. Пришлось делать каждый тест отдельно с одним и тем же файлом.
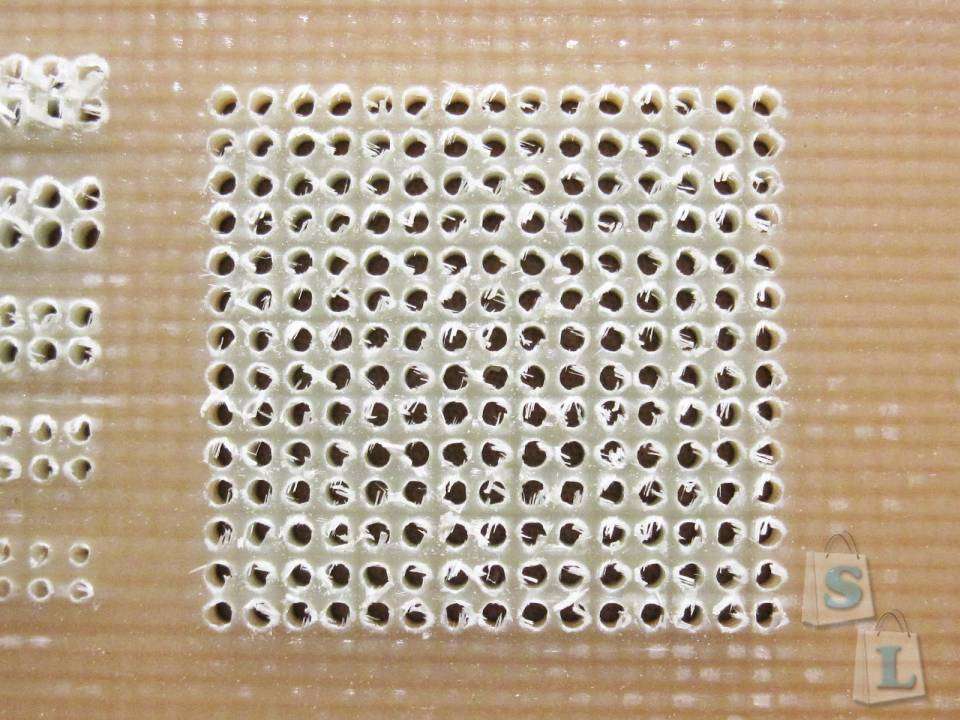
Результаты теста, использовался односторонний стеклотекстолит толщиной 1.5мм, сверление со стороны меди.
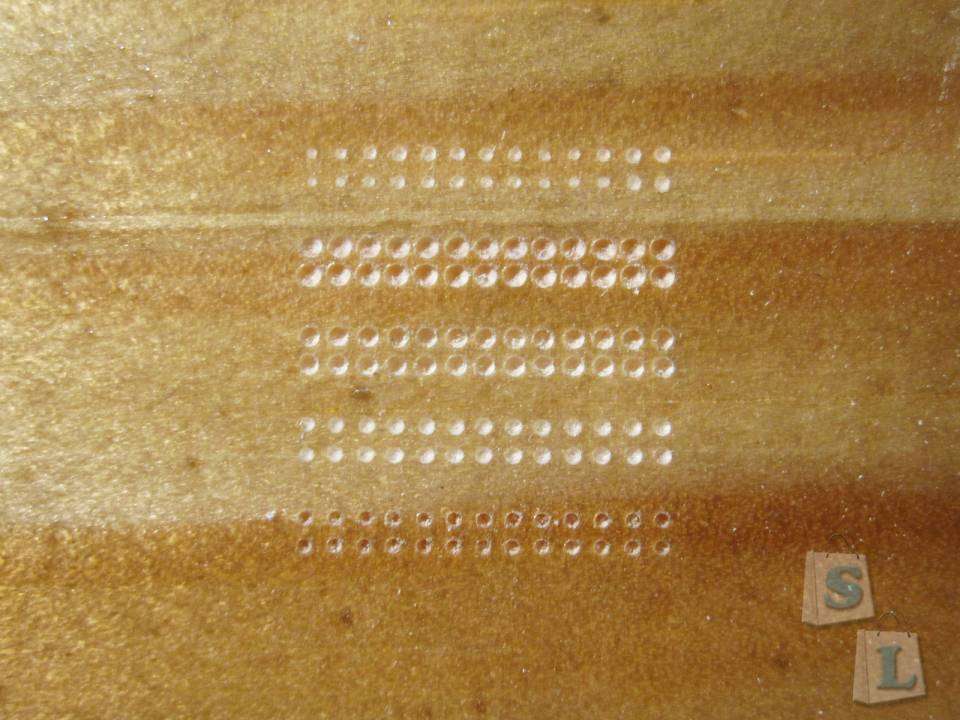
Сверху все довольно красиво, есть небольшое утолщение вокруг отверстия. Это обусловлено скорее всего отсутствием ленточки, думаю особо не критично.
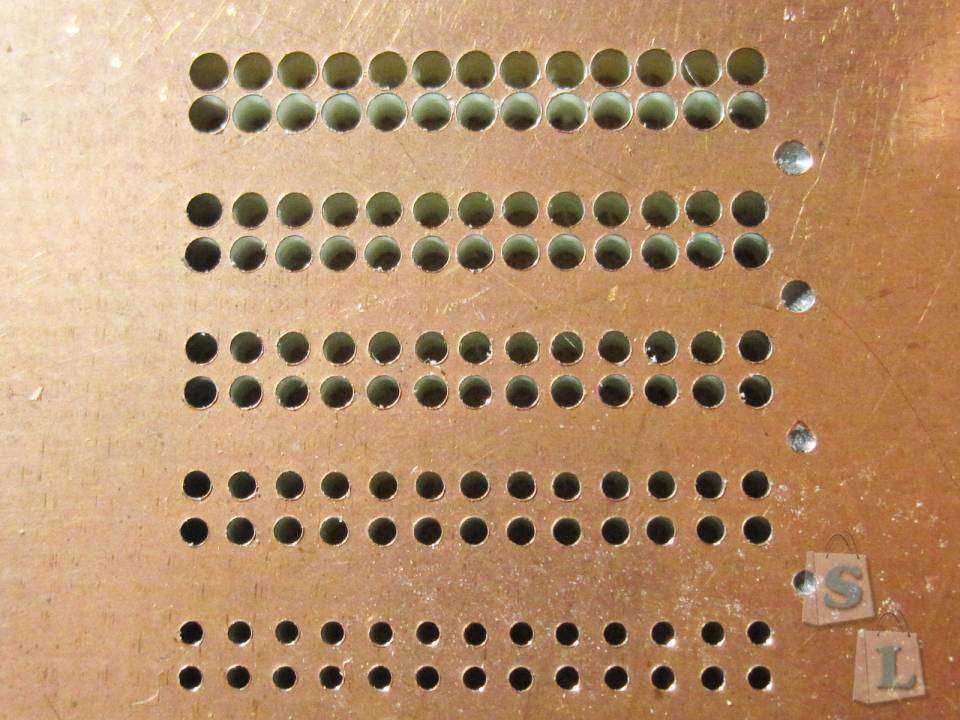
Снизу картина немного хуже, выход сверла не совсем чистый, особенно у диаметра 0.9мм.
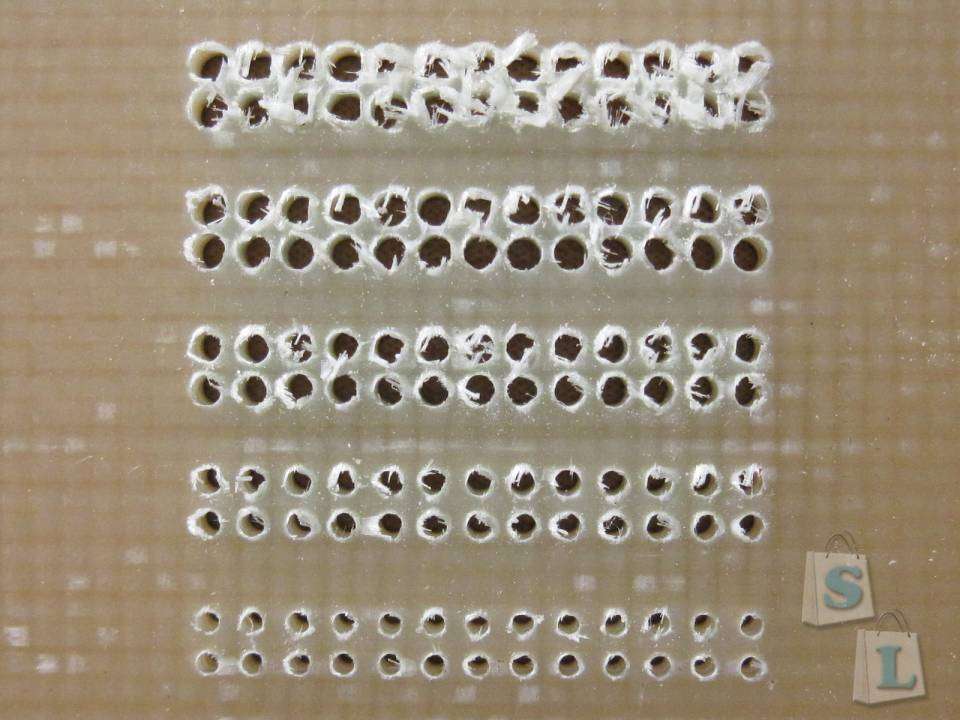
Но разгадка проблемы нашлась почти сразу, у меня стояло слишком маленькое заглубление, 1.9мм, а кроме того первый тест бы начат с довольно высоким подъемом сверла на старте.
На фото видно, что верхний ряд отверстий был сделан «на грани», когда надо было выгнать сверло хотя бы еще на 0.2-0.3мм.
Вторым этапом я запустил сверление 210 отверстий диаметра 0.7 мм как наиболее часто используемого.
В процессе сверления буквально через относительно короткое время уже было непонятно что сверлится в данный момент и сколько осталось. ПО чередует порядок сверления в зависимости от очередности добавления отверстий на печатную плату, а не по кратчайшему пути.
Весь процесс сверловки 210 отверстий занял около 11 минут.

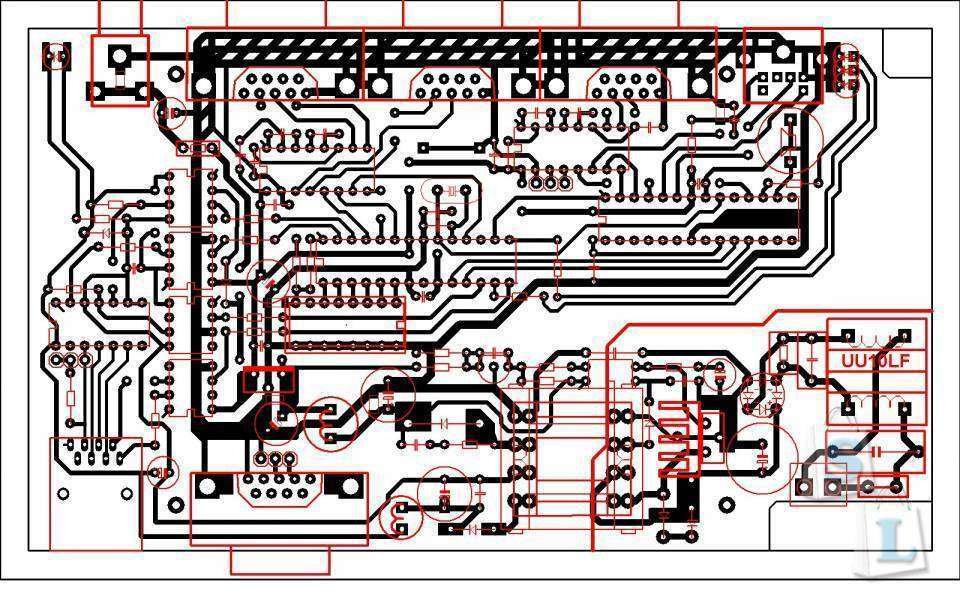
Когда сверлил, то невольно вспомнил один срочный заказ, для которого пришлось не только страссировать плату, а еще и срочно изготовить дома 10 штук устройств.
Сверлил руками обычными свёрлами, скорость сверления доходила до 1 отверстия в секунду, для сравнения скорость сверления гравером вышла 1 отверстие за 3 секунды.
Вот так выглядела эта плата, отчасти скорость была высокой из-за большого количества микросхем.
Сверловка прошла абсолютно без проблем. Хотя конечно пара сотен отверстий для теста тведосплавного сверла это весьма мало, надо было зарядить раз в десять больше.
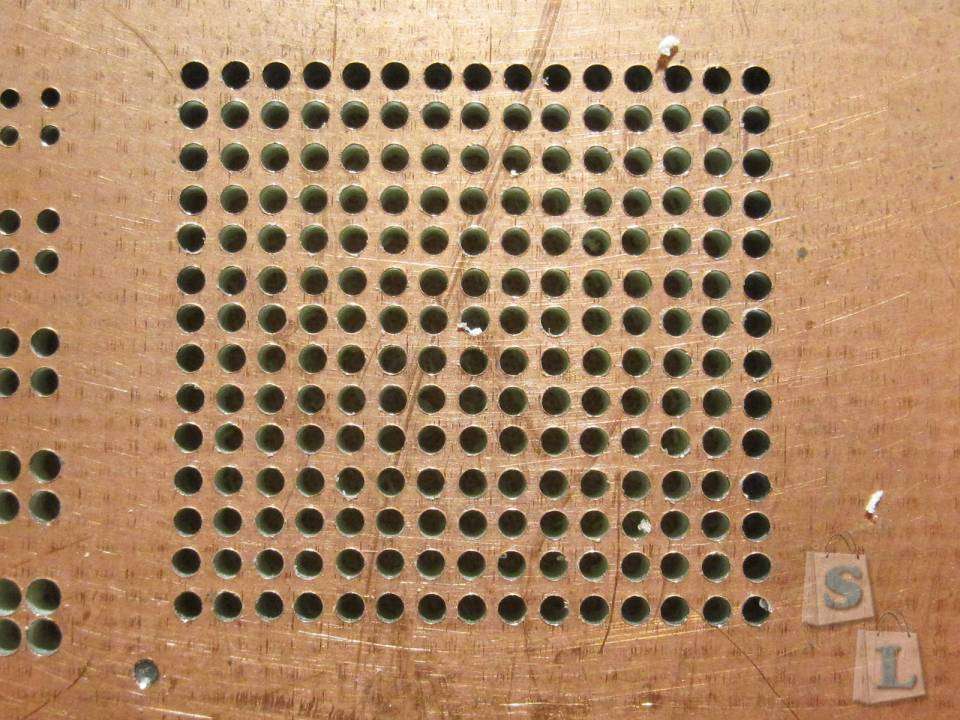
Здесь я делал заглубление чуть больше, но выход все равно не очень чистый.
Хотя при сверлении сверло доставало до подложки с запасом. При ручном сверлении и обычном, но новом сверле отверстия у меня получались красивее, что даже немного странно.
К сожалению я забыл сделать фото сверла до теста, потому могу сравнить сверло которым не работали и то, которым я сделал в сумме 236 (210+26) отверстий.
Подопытное
Новое.
Как по мне, то без особых отличий.
Ну и краткое резюме.
Преимущества
Отличная центровка
Хорошая заточка
Отсутствие биений
Наиболее распространенные диаметры в наборе
Удобная коробка для хранения.
Недостатки.
Отсутствие «ленточки»
Отличие в длине.
Немного «грязный» выход
Мое мнение. Я не проводил анализ материала, но даже по звуку сверла могу сказать, что материал явно тверже чем у обычных свёрл. Приятно радует симметричность заточки и практически полное отсутствие биений, в обзоре я писал что менял сверла без какой либо подгонки. Немного расстроило не совсем чистое отверстие на выходе, чем это обусловлено, тяжело сказать, возможно кто-то более знающий подскажет.
Ну и попутно решив одну проблему я поймал две других.
1. Как заставить ПО «понимать» когда надо менять сверло, а точнее как заставить его работать дальше, потому как ПО даже не выключает двигатель. Хотя должно поднять шпиндель для замены сверла и выключить двигатель.
2. Как лучше сверлить по готовой плате чтобы отверстия попадали в свои места. Я делаю платы ЛУТом, соответственно на больших платах имеет место небольшой сдвиг масштаба. Лучше корректировать «исходник» или калибровать станок?
Магазин для обзора предоставил купон HXFHG24 с которым цена набора выходит 9.59, купон действует на оба набора, ссылки на которые есть в начале. Насколько я понял, доставка бесплатна.
На этом все, как всегда жду вопросов, а в данном случае скорее советов :)
Комментариев нет