

-
 AleksPoroshin,
AleksPoroshin,
- 1693
Метчики в облике сверла


|
|
Метчѝк — инструмент для нарезания внутренних резьб, представляет собой винт с прорезанными прямыми или винтовыми стружечными канавками, образующими режущие кромки. Метчик хвостовой частью крепится в вороток, рабочей частью вводится в отверстие, в котором при проворачивании воротка возвратно-поступательными движениями нарезается резьба. Рабочая часть метчика имеет режущую и калибрующую части. Задняя поверхность для исключения трения её об обрабатываемую деталь выполняется затылованной (некруглой). Профиль резьбы метчика должен соответствовать профилю нарезаемой резьбы.По традиции смотрим, в каком виде присылают. Иногда бывает полезно.

Невзрачный полиэтиленовый пакет. Внутри ещё один.

Метчики были без смазки. Абсолютно сухие.

Рабочая часть покрыта нитридом титана.
Каждый подписан.
HSS (High Speed Steel) – это вовсе не марка стали, это обозначение целой подгруппы инструментальной стали. Переводится как сталь для работы на больших скоростях (быстрорежущая сталь).
HSS сталь используется для производства большого спектра различного металлорежущего инструмента. Сюда входят сверла спиральные, корончатые, ступенчатые, фрезы, зенкеры, метчики, плашки, ножи и пильные полотна.К сожалению, обозначение не раскрывает химический состав стали.
А вот такое обозначение должно быть согласно нашего ГОСТ 3449-84 Метчики. Технические условия
Весь ГОСТ выкладывать нет смысла. Смотрим то, что касается обозначения. Начиная с пункта 1.25.
1.25 На хвостовике метчика должны быть чётко нанесены:То, что обозначено, вы видите.
1) товарный знак предприятия-изготовителя;
2) обозначение метчика (последние четыре цифры);
3) обозначение резьбы;
4) класс точности метчика (с метрической или трубной резьбой) или степень точности метчика (с дюймовой резьбой);
5) номер метчика в комплекте (одна риска на черновом метчике, две — на среднем, чистовой метчик рисок не имеет);
6) марка стали рабочей части;
7) на метчиках с левой резьбой — буквы LH
8 ) на метчиках повышенной точности — буква Т
Примечания:
1.Допускается марку Р6М5 не маркировать
2.Допускается маркировать вместо марки стали:
-буквы HSS для стали с содержанием вольфрама 6% и более,
-буквы HSSCo для стали с содержанием кобальта и указанием марки стали на этикетках.
3.На метчиках диаметром до 6.0 мм допускается наносить обозначения, указанные в перечислениях 1),3),4),5),8 ).
4.На метчиках диаметром до 5.5 мм с мелким шагом резьбы допускается вместо размера шага маркировать единицу перед буквой М.

Особых несостыковок не обнаружил.
Судя по картинке (не только по маркировке, а по профилю тоже) — это чистовые метчики.
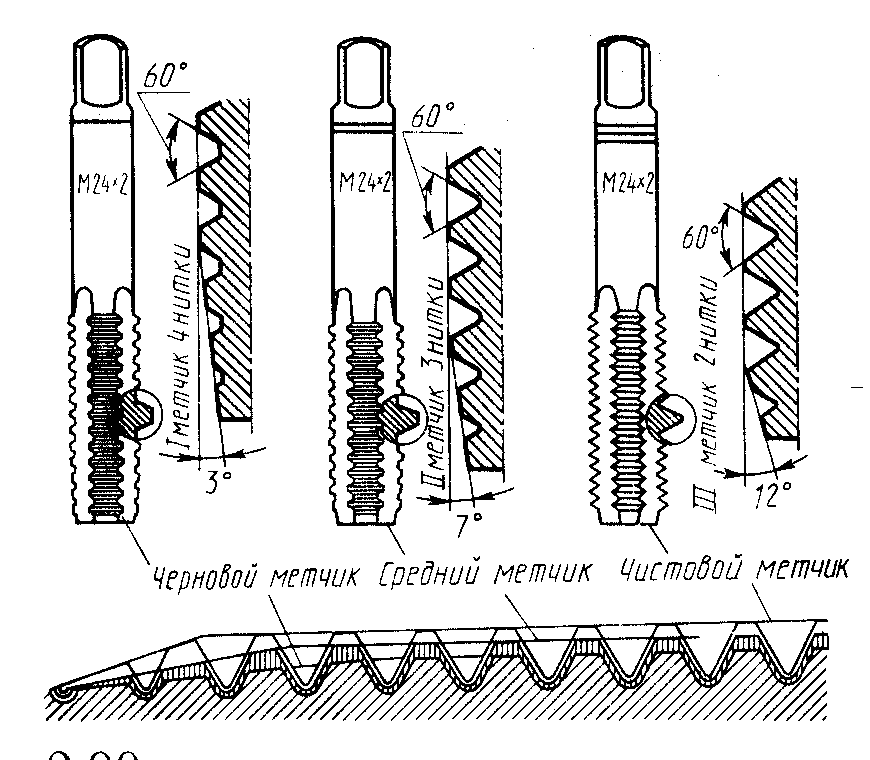
Если присмотреться внимательно, можно заметить отличия формы:
— первый метчик с сильно обрезанными верхушками зубьев, внешний диаметр чуть меньше других инструментов в наборе;
— второй метчик с более коротким заборным сегментом, более длинными гребнями. Его диаметр чуть больше, нежели у первого;
— третий метчик обладает полными гребнями зубцов, а его диаметр должен совпадать с размерами будущей резьбы.
Несколько слов про форм-фактор. Существует большое множество видов метчиков, отличающихся своими конструктивными особенностями: ручные (слесарные), машинные, с винтовыми канавками, гаечные калибровочные, плашечные, маточные, с укороченными канавками (бесканавочные), бесстружечные, конические, метчики-протяжки…
То, что прислали — это особенный подвид китайских метчиков, они не подходят ни под один классификатор. Канавки для выгонки стружки имеют спиралевидную форму. Я бы их назвал ручными метчиками с винтовыми канавками.
Метчики с винтовыми канавками обеспечивают сход стружки в заданном направлении. Канавки могут иметь правое (для резьб в сквозных отверстиях) и левое (для глухих) направление. Угол наклона винтовых канавок 15...30˚. Применение таких метчиков весьма эффективно при нарезании резьб в материалах, образующих сливную стружку (легкие сплавы, нержавеющие стали, жаропрочные сплавы и др.).

Я так полагаю, это ноу-хау китайских менеджеров. На самом деле достаточно удобные метчики. Такой форм-фактор более устойчив к излому, так как сила прилагается под углом.
То, что это именно метчики нет никакого сомнения. Тыльная сторона под вороток.

Рабочая часть.

С диаметрами проблем нет. Проверил «штангелем». Все точно соответствует заявленным параметрам.

Шаг резьбы нормальный. Это именно тот стандартный шаг, который распространён и наиболее применим.
 Осталось на практике проверить профпригодность.
Осталось на практике проверить профпригодность.Но прежде чем нарезать резьбу, необходимо просверлить отверстие. Диаметр сверла можно вычислить математически. Из диаметра метчика вычитаем показатель шага и получаем нужный диаметр сверла. При работе с хрупкими металлами, например, чугуном, диаметр сверла следует уменьшить на 0,1 мм.
Для метчика М5 шаг составляет 0,8, следовательно диаметр сверла 4,2мм.
Для М4 этот показатель составляет 0,7, следовательно диаметр сверла 3,3мм.
Для М6 шаг составляет 1, следовательно диаметр сверла 5,0мм.
Но на практике (как правило) прибегают к таблицам соответствия.
ГОСТ 19257-73 Отверстия под нарезание метрической резьбы. Диаметры.

Перехожу к тестированию.
Для нарезания резьбы требуется вороток. Им и воспользовался. Предварительно просверлил отверстие диаметром 5мм в полудюймовой трубе. Смазал метчик маслом и нарезал резьбу.

Имея вороток, особого труда это не составляет (многие используют для этих целей патрон от дрели).

Рабочая часть поближе.

И после промывки.

У меня есть сомнения, что покрытие это нитрит титана, либо оно ничтожно по своей толщине. Больше похоже на маркетинговый шаг.
Эти свёрла по своей твёрдости являются полным аналогом наших (с советских времён) из стали Р6М5.

Если вы считаете, что те свёрла не поддаются надфилю, то вы заблуждаетесь. Если правильно приложиться, то можно нанести несколько рисок.

Некорректно утверждать, что они абсолютно идентичные. Состав китайских свёрл никто не знает. Но по твёрдости они одинаковые.
Вот в общем то и всё. Всё, что можно, протестировал.
Кому что-то неясно, задавайте вопросы. Надеюсь, хоть кому-то помог.
Удачи!
1 коментар